Velocimetri per Misura di Velocità e Lunghezza senza contatto Serie ISD-3 e ISD-5

Sensori di velocità e lunghezza
MODELLI :
.jpg) ISD-3
ISD-3
■ Filtro spaziale raster di un'immagine
Gamma di velocità, km / h : 0,2..250
Precisione della misurazione della velocità, % RMS : <± 0,15
Precisione della misurazione della distanza, % RMS : <± 0,1
.jpg) ISD-5
ISD-5
■ Interferometria Laser Doppler
■ Applicazione industriale in metallurgia, produzione di cavi, tessuti
Gamma di velocità, m / s : 0,005..20
Precisione della misurazione della velocità,% RMS : 0,02
Precisione della misurazione della distanza, % RMS : <± 0,05
SPECIFICHE :
Sensori ottici di velocità e lunghezza Serie ISD-3.
| parametri | Valore | Commenti |
| Parametro | Valore | Appunti |
| Gamma di velocità | 0,2 - 250 Km / h | A TTLout 400 Hz per m / s. Altri su richiesta |
| Precisione della velocità * | <± 0,15% RMS | Determinato sul banco di prova (tapis roulant) a 18,38 km / h |
| Precisione della distanza assoluta * | <± 0,1% RMS | Dopo la calibrazione a S> 100 m. |
| Frequenza di misurazione | 34,5 Hz o 47,5 Hz | Regolabile dall'utente, (max 80 Hz vedere il cap. 10.3 di seguito per i dettagli) |
| Distanza nominale dalla strada e tolleranza (intervallo di distanza di lavoro) | 35 ± 15 cm o 50 ± 20 cm ** | Altri su richiesta |
| Sistema di alimentazione (tolleranza) | 12V nominale (11 - 14,5 V) *** | |
| Consumo energetico del sistema |
Testina sensore: 20 Wt Unità processore: 1,5 Wt |
|
| Intervallo di temperatura di funzionamento della testina sensore | -20 ... + 50˚С | |
| Peso del sensore + staffa di montaggio | 280g + 120g | Senza cavo |
| Peso dell'unità processore | 350g | |
| Dimensioni del sensore | Ø55 x 205 mm + illuminatore | Vedi fig.2. |
| Dimensioni dell'unità processore | 120 x 100 x 35 mm | Senza connettori |
| Lunghezza del cavo del sensore | 5 m | Fino a 10 m su richiesta |
| Lunghezza del cavo di alimentazione del sistema | 2 m | Fino a 10 m su richiesta |
| Protezione della testa del sensore ambientale | IP67 | |
| Strumento di fissaggio magnetico | 4 magneti x 16 kg di resistenza | Opzione, vedi fig.2. |
| Uscite dell'unità di controllo: | ||
| Uscita analogica Uscita Freuency Uscita digitale |
Velocità, 40 mV / (m / s) 3V max. Lunghezza, 400 impulsi / m (= velocità 400 Hz / (m / s), meandro 0-3 V, compatibile TTL, fino a 200 KHz. Ethernet (protocollo UDP): No di mis, Velocità, Lunghezza, |
Valori tipici, regolabili dall'utente (vedere la descrizione del software di seguito). DAC e risoluzione della frequenza - 12 bit Altri su richiesta |
|
Latenza dei dati fisici alla frequenza di misurazione, ms 34,5 Hz 47,5 Hz |
15 |
Stabile, = ½ del tempo di misurazione, senza media. |
| Software di base |
- Programma per leggere dati via Ethernet, visualizzazione e salvataggio dati; - Programma per la diagnostica del sensore - Leggi l'esempio dei dati (LabView 8.2.1 e versioni successive) - Libreria dinamica (DLL) per leggere i dati via Ethernet - Configurazione parametri sensore tramite qualsiasi browser Internet |
Vedi sotto per i dettagli. Sono possibili software personalizzati su richiesta. |
* Dopo la calibrazione sull'oggetto per eliminare gli errori degli assi di montaggio.
** Per superficie stradale tipica. Su una superficie uniforme e senza contrasto il limite superiore effettivo può essere inferiore.
*** Limitato solo dall'illuminazione della lampada, poiché alimentato direttamente dall'alimentazione. L'elettronica dell'unità processore e del sensore ha un regolatore lineare individuale + 5 V con tolleranze fino a 35 V.
Grazie ai nostri continui sforzi per migliorare i sensori, RIFTEK si riserva il diritto di modificare le specifiche senza preavviso.
Sensori laser di velocità e lunghezza Serie ISD-5.
| Parametro |
Standard ISD-5 |
ISD-5 Mini |
Appunti |
| Gamma di velocità, m / s | 0,02 - 20 | 0,005 - 5 | Valori tipici Minore distanza di lavoro nominale meno gamma minima e massima di velocità. |
| Precisione della velocità *,% RMS |
± 0,07 ± 0,02 |
± 0,15 ± 0,05 |
Media del segnale assente Con una media di 0,2 - 0,3 s, a V> 1 m / s |
| Precisione della lunghezza *,% RMS | <± 0,05 | <± 0,1 | При предварительной калибровке на длинах пути> 2 м. |
| Frequenza di misurazione, Hz |
16 - 54 |
||
| Distanza nominale dall'oggetto (tolleranza), сm | 10, 20, 30, 50, 75, 100) | 10,15, 20 | Potrebbe essere notato al momento dell'ordine |
| Tolleranza di distanza |
± 20-25% del nominale |
Dipende dalla superficie (sul bordo del segnale di intervallo diminuito) | |
| Tipo di emettitore | Laser a cv visibile o IR, 5 - 120 mW | Laser a cv visibile, <5 mW | classe 3B - 3R |
| Alimentazione, V |
12 (8-14) |
Regolatori di tensione lineari interni + 5V in unità sensore e controller. | |
|
Consumo energetico, peso: unità controller sensore |
0,5 - 2 |
0,5 |
|
|
1 |
|||
| Campo di lavoro della temperatura, ˚С | +15 ... + 50 | -10… + 50 - con termostabilizzazione attiva (opzione): -50 .. + 80˚С con custodia di protezione dell'aria di raffreddamento (opzione). | |
| Peso del sensore, g |
320 |
70 |
|
| Dimensione del sensore, mm |
85х79х46 |
58х43х30 |
Senza connettore, miscelare e fissare i fori (vedi figura sotto) |
| Lunghezza del cavo dal sensore all'unità di controllo, v |
1,8 o 3 |
Vengono utilizzati cavi standard RS-232 o VGA con connettori DB9. Per estendere una lunghezza è possibile collegare i cavi in sequenza. | |
| Protezione ambientale del sensore |
IP67 |
||
| Unità di controllo: | |||
|
Peso, g Dimensioni, mm |
350 |
||
| Uscita analogica Uscita Freuency Uscita digitale | Velocità, 150 mV / (m / s) 3V max. Lunghezza, 2000 impulsi / m (= velocità 2000 Hz / (m / s), meandro 0-3 V, compatibile TTL, fino a 200 KHz. Ethernet (protocollo UDP) | Valori tipici, regolabili dall'utente (vedere la descrizione del software di seguito). Risoluzione ADC e frequenza - 12 bit Altri su richiesta | |
|
Latenza dei dati fisici alla frequenza di misurazione, ms 54 Hz 16 Hz |
9 |
Stabile, = ½ del tempo di misurazione, senza media. | |
| Software di base |
- Programma per leggere dati via Ethernet, visualizzazione e salvataggio dati; - Programma per la diagnostica del sensore - Leggi l'esempio dei dati (LabView 8.2.1 e versioni successive) - Libreria dinamica (DLL) per leggere i dati via Ethernet - Configurazione parametri sensore tramite qualsiasi browser Internet |
Vedi sotto per i dettagli. Sono possibili software personalizzati su richiesta. | |
* Precalibrazione necessaria per rifiutare gli errori geometrici del montaggio del sensore.
Grazie ai nostri continui sforzi per migliorare i sensori, RIFTEK si riserva il diritto di modificare le specifiche senza preavviso.
OPERAZIONI :
Il principio di misurazione della velocità senza contatto è abbastanza semplice. Lo "strumento" più primitivo sono i tuoi occhi. Ogni individuo può valutare la velocità di movimento con una rapida occhiata attraverso un vagone ferroviario o il finestrino della macchina. Il cervello elaborerà il segnale valutando la distanza da un determinato oggetto e la sua velocità angolare o solo l'esperienza di vita. I sensori vengono utilizzati per valutare gli stessi parametri ma con maggiore precisione.
Per prima cosa consideriamo il sensore laser grazie al suo design più semplice. Per fare ciò è necessario disporre di un oggetto in movimento, una fonte di luce (altrimenti non si vede nulla) e un sistema ottico rappresentato da una lente e un fotorilevatore per registrare il segnale riflesso. La superficie dell'oggetto non è uniforme in termini di colore e finitura, quindi quando si muove il fotorilevatore deve registrare una frequenza del segnale proporzionale alla velocità. Il valore tipico di questa frequenza è definito da una dimensione lineare dell'area di registrazione del rivelatore fotografico e dal periodo di tempo richiesto affinché un oggetto attraversi quest'area. Pertanto, l'attività deve essere considerata risolta, tuttavia l'accuratezza è molto desiderabile. Il sistema ottico ha registrato il cosiddetto segnale a bassa frequenza. Al fine di aumentare la precisione della misurazione è necessario restringere lo spettro di frequenza generato da un oggetto in movimento. Questo può essere implementato da un filtro spaziale (termine relativo ai sensori ottici raster). Sebbene il sensore laser sia usato per creare un motivo di frangia (interferenza), ovvero la modulazione periodica dell'illuminazione dell'oggetto all'interno del raggio laser (area di rilevamento). Ciò è possibile grazie alla proprietà di coerenza della radiazione laser poiché tutti i fotoni sono suddivisi in fasi in un raggio. Il raggio iniziale deve essere diviso in due e riunirli angolarmente. In questo caso formerà un filtro spaziale.
Ora qualsiasi cambiamento nel profilo dell'oggetto o nel colore che attraversa questo filtro di struttura deve generare un segnale riflesso con intensità modulata con la seguente frequenza: periodo di illuminazione - velocità di attraversamento. Lo spettro del segnale si sta restringendo a seconda del numero di periodi generati (più periodi, lo spettro più stretto). Il profilo singolare o l'alterazione del colore devono generare non solo un impulso ma la maggior parte degli impulsi (gruppo di impulsi) il cui numero è definito da un numero di periodi di frange. Ad esempio, in pratica, il diametro del raggio è di 5 mm e il periodo di frangia è di 0,05 mm genererà 100 raggi e, di conseguenza, gruppi di impulsi. Considerando che lo spettro si è ridotto di circa 100 volte rispetto al segnale a bassa frequenza menzionato sopra, questo segnale è ora carente, interrompibile e chiamato falso segnale.
Nel caso di sensori ottici, l'oggetto viene illuminato da una fonte di luce uniforme (una lampadina o un LED) e una trama periodica (motivo) si trova all'interno del sensore. Questo crea una protezione aggiuntiva a un modello (un chiaro esempio sarà slitta vs. bob), ma porta a molti problemi tra cui la risposta in frequenza (fattore proporzionale tra frequenza del segnale registrata e velocità dell'oggetto in dipendenza da Hz / m (m / s) di distanza dall'oggetto. Guardando al futuro, si noti che questo problema è già stato risolto in modo efficiente.
L'analisi dettagliata del funzionamento dei sensori di velocità ottica e laser (metodi di generazione di filtri spaziali, metodi di elaborazione dei segnali ecc.) È disponibile in monografia *. La parte teorica è anticipata su duecento pagine. Tuttavia, non è disponibile una guida pratica per la produzione del sensore che deve funzionare in condizioni reali e avverse (come il differenziale di temperatura maggiore, varie superfici o alterazioni della distanza durante il processo di misurazione).
Ci sono alcuni veri produttori di sensori senza contatto al mondo. Esistono circa 10 produttori di sensori laser e meno di dieci produttori di sensori ottici. In questo articolo esamineremo i sensori di entrambi i tipi.
Le caratteristiche principali del design dei sensori. Nel sensore laser è stata utilizzata l'unità ottica monoblocco originale basata sul principio di divisione del raggio anteriore dell'onda. Fornisce un modello di frangia stabile che è resistente al differenziale di temperatura e presenta una differenza pari a zero nella corsa del raggio risultante nel raggio massimo di compensazione dei raggi entro un ampio raggio di distanza da un oggetto. Inoltre, non è richiesta alcuna regolazione del blocco ottico. Lo schema ottico del sistema di ricezione del sensore elimina completamente la dipendenza della velocità misurata dalla distanza di un oggetto preservando così un'elevata potenza illuminante dell'ottica.
I microcircuiti e i microcontrollori all'avanguardia con processori di segnale sono utilizzati anche per l'elaborazione del segnale hardware nella ricezione di prodotti elettronici analogici che consentono misurazioni accurate della velocità ad alta frequenza e implementano vari segnali analogici, di frequenza e digitali di uscita. Viene prodotta una vasta gamma di sensori di entrambi i tipi con distanza nominale dell'oggetto da 15 a 130 cm e intervallo di velocità misurato da 0,01 a 100 m / s per applicazioni industriali su veicoli (vedere ISD-3 e ISD-5 per una descrizione dettagliata).
Si noti che entrambi i sensori misurano il chilometraggio (lunghezza praticamente necessaria) secondo la velocità misurata (velocità integrale nel tempo). Detto ciò, l'accuratezza della misurazione ottenibile (ovvero la capacità del sensore in termini di frequenza di misurazione) ha raggiunto il suo limite pratico e supera effettivamente le esigenze richieste. Pertanto, i dati tecnici specificano una precisione di misurazione della lunghezza inferiore allo 0,1%. Tuttavia, questo parametro dipende dalla lunghezza stessa e dalla possibilità di verificare questa precisione in modo indipendente (come si può vedere dagli esempi riportati di seguito, ma le misurazioni effettive possono essere molto più accurate). Di conseguenza, l'accento principale deve essere posto sull'affidabilità delle misurazioni, vale a dire che l'apparecchiatura deve essere priva di guasti in condizioni e tipi di superficie diversi.
E un altro paio di commenti relativi alla misurazione della distanza nell'ambito di attività industriali standard. Supponiamo che ci sia un oggetto mobile di lunga lunghezza (striscia di metallo, lastra di vetro, stoffa ecc.) Che dovrà essere tagliato in pezzi di una certa lunghezza. Il sensore deve inviare un segnale ad un attuatore quando viene raggiunto questo valore. Lascia che sia presente un'uscita digitale (Ethernet, USB) che può essere utilizzata per la lettura della lunghezza della misurazione corrente. Ad esempio, l'incremento dei dati di lunghezza corrente (1 m / s) / (0,02 sec) = 2 cm con frequenza di misurazione pari a 50 Hz e velocità dell'oggetto 1 m / s. Ma questo potrebbe non essere sufficiente. Tuttavia, esiste un'uscita a impulsi di lunghezza con un rapporto di 1000 Hz per 1 m / so 1000 impulsi per metro. Questa frequenza di uscita viene aggiornata 50 volte al secondo, ovvero l'incremento di distanza misurato deve essere pari a 1 mm a qualsiasi velocità.
Di seguito sono riportati alcuni esempi di applicazione dei sensori con valutazione dell'accuratezza e frequenza di misurazione.
Test di applicazione del sensore laser ISD-5 su strada.
L'altezza approssimativa dell'installazione del sensore è di 50 cm (limite consentito da 35 a 65 cm). La frequenza di misurazione è 54,2 Hz, l'intervallo di misurazione della velocità è 0,02–110 km / h. Il veicolo con sensori installati si stava muovendo su un percorso del circuito lungo 1 km (su strada urbana, durante una giornata di sole, a temperatura ambiente di -7 ˚С). Il veicolo si muoveva a velocità variabile (0-50 km / h) con diverse fermate. I risultati della misurazione sono stati definiti in tre giri: 1055.740 m, 1056.244 me 1055.33 m, ovvero la frequenza di misurazione era inferiore allo 0,05% considerando che il percorso non era stato ripetuto perfettamente.

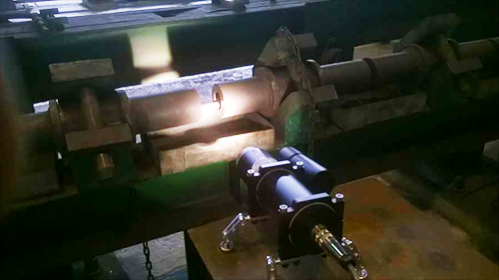
Fig. 1. Sensore ottico ISD-3 e sensore laser ISD-5 collegati a un veicolo per la prova.
Sono stati usati insieme due sensori, ottico e laser. Sono stati fissati a un veicolo come mostrato nella Figura 1. L'altezza nominale dell'installazione del sensore ISD-3 è a 50 cm da terra e il sensore laser ISD-5 è a 130 cm da terra, ma è stato installato a 100 cm di altezza. Sono stati effettuati quattro giri su una sezione dritta della pavimentazione in asfalto (2 giri in ciascuna direzione) di lunghezza approssimativamente uguale. Dopo il test è stata valutata la differenza di misurazione dei sensori relativi. I risultati sono mostrati nella Tabella 1.
Tabella 1. Risultati della misurazione parallela ricevuti sulla stessa rotta dall'ISD-3 ottico e dal laser ISD-5.
| Giro n. | ISD-316, m (misura 23,6 Hz) | ISD-505, m (misura 40.6Hz) | Differenza relativa (V3 / V5-1) * 100 |
| 1 | 1.345,68 | 1.345,01 | -0.05 |
| 2 | 1.394,01 | 1.395,08 | 0,07 |
| 3 | 1.382,51 | 1.382,73 | 0,016 |
| 4 | 1.345,14 | 1.343,06 | -0.15 |
| Differenza relativa media | 0,03 ± 0,1% | ||
Pertanto, la qualità di misurazione effettiva di entrambi i sensori utilizzati sul veicolo è uguale e la frequenza di misurazione relativa è il punto base. Va anche notato che il sensore ottico è più preferibile per questo tipo di applicazione perché è più resistente agli impatti negativi esterni (temperatura, neve, pioggia), in particolare è notevolmente tollerante alla ricezione di contaminazioni ottiche. Questo può essere paragonato a una macchina fotografica: anche se l'obiettivo è sporco, è comunque possibile scattare una foto. Nel frattempo una goccia d'acqua sull'ottica di un sensore laser potrebbe provocare una forte corruzione di un motivo a frange sull'oggetto.
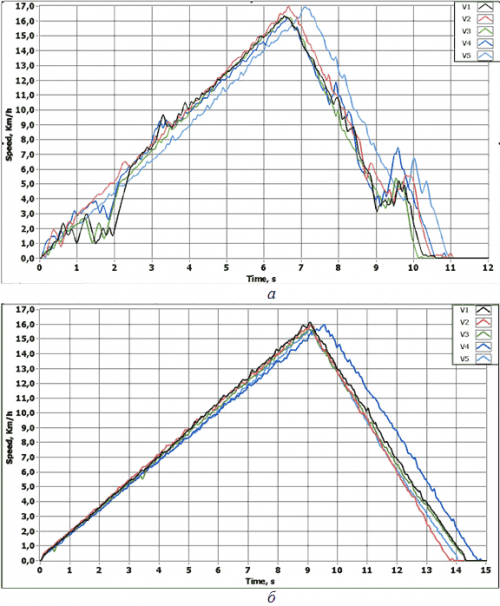
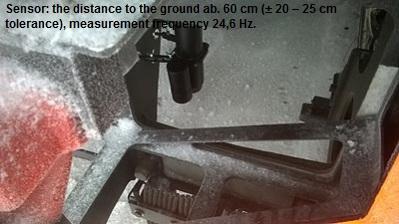
Al fine di valutare la qualità complessiva della misurazione, esiste un grafico dell'accelerazione / della velocità di frenata di una locomotiva con treno merci mostrato nella Figura 2 (terreno di prova della ferrovia Schsherbinskiy, sensore ISD-3, distanza nominale di 80 cm. Il sensore è stato installato sul fondo di la locomotiva ed era diretta alle rotaie). Il grafico consente di valutare l'accuratezza della misurazione della velocità istantanea perché il movimento dei vagoni ferroviari è un esempio di velocità massima regolare. Inoltre, a titolo di esempio, vengono forniti alcuni grafici utili per le prove di frenata delle gomme delle auto sul ghiaccio (eseguite presso la pista di pattinaggio Arena, a Mytishy, nella regione di Mosca con un sensore ottico).

Fig. 2. Locomotiva con diagramma di accelerazione e velocità di frenata del treno merci.
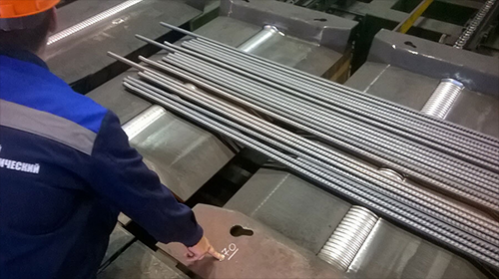
Uno dei nostri recenti sviluppi degni di nota sono i sensori laser bidimensionali che consentono in particolare di misurare la velocità di avanzamento di un tubo che si muove su una superficie di rotolamento. Questo sarà praticamente applicabile nei negozi di isolamento presso le fabbriche di tubi. Tra la maggior parte dei prodotti unici uno dei più esclusivi sarà un sensore in grado di misurare la velocità delle navi subacquee rispetto all'ambiente circostante. C'è un lungo elenco di altri articoli, ma a causa della portata limitata di questo articolo, l'unico modo per ottenere maggiori dettagli è visitare il sito Web del produttore. In conclusione, i nostri sensori di distanza/velocità senza contatto non hanno eguali in termini di valore e talvolta sono anche migliori rispetto agli analoghi globali, ma il prezzo è molto più basso.
.jpg) https://www.youtube.com/watch?v=-LF3rGVzRbM ; https://www.youtube.com/watch?time_continue=17&v=q9q5Jg4zykQ
https://www.youtube.com/watch?v=-LF3rGVzRbM ; https://www.youtube.com/watch?time_continue=17&v=q9q5Jg4zykQ
Prodotti
Download
Photo gallery









Contattaci
Non esitate a contattarci, saremo lieti di soddisfare qualsiasi vostra richiesta di informazione di natura tecnica ed economica,relative alla nostra sensoristica.
Chiedi informazioni